Product Features
- Engineered for the most demanding applications in chemical, food, plastics, solar
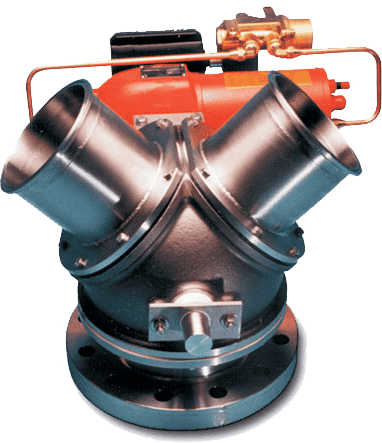
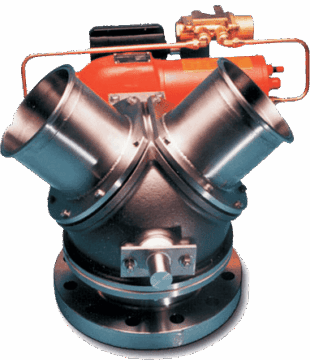
- Y junction allows the valve to select a product feed from one of the two inputs
Specifications
- Materials of construction: Stainless Steel, Carbon Steel, and other weldable alloys
- Configured with a solid reinforced Teflon (RPTFE)
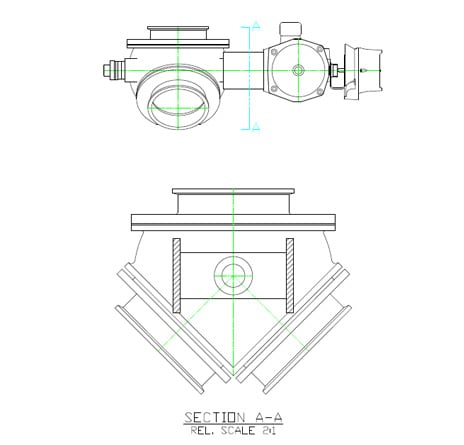
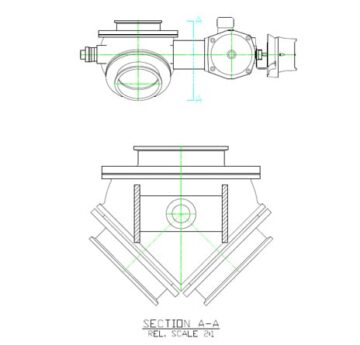
- The two ports can be positioned at 30 degrees, 45 degrees, or 60 degrees off the center-line of the third port
- Options include the full range of sanitary finishes and clean-in-place spray balls or nozzles
Applications
- Packing Station alternating valve
- Bypass valve
Gemco Valves are made in the USA
NOTE: The image above is representative of the products in this series, and while we try to be as accurate as possible, the product you receive may slightly differ depending on your selection. Please refer to data sheets and technical drawings for dimensions.
WARNING: This product can expose you to chemicals, including lead, which is known to the State of California to cause cancer and birth defects or other reproductive harm. For more information, visit www.P65Warnings.ca.gov.
